- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
製品





製品説明


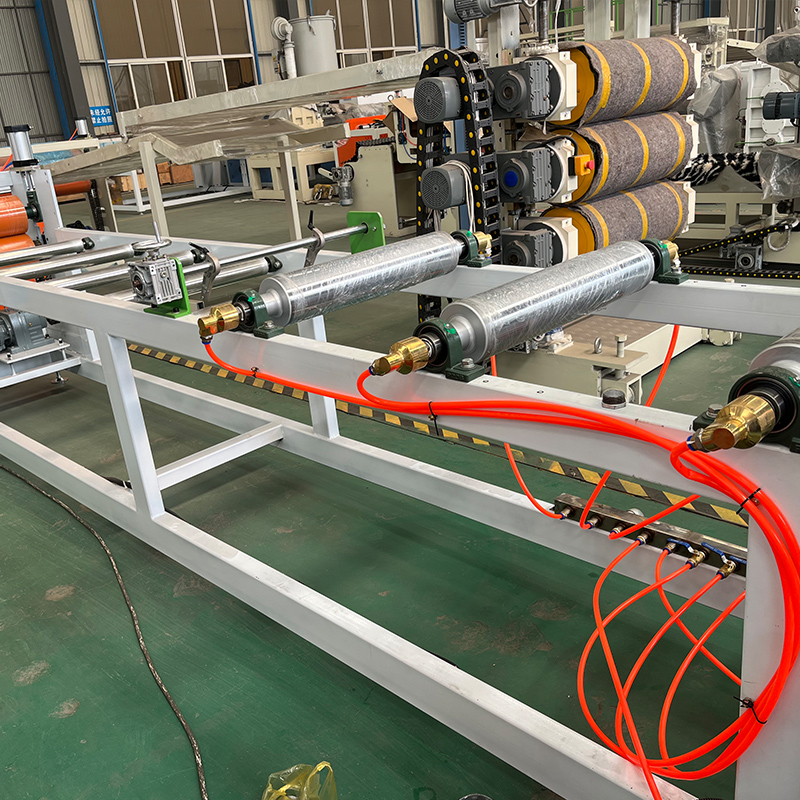

PAシート押出ライン単軸押出機機
PAシート装置の製造プロセスには、原料の加工、溶融押出、成形、冷却と成形、牽引と切断などの複数のリンクが含まれます。
原材料の選択
PA樹脂(PA6、PA66など)を主原料とし、製品の要求に応じて添加剤(可塑剤、難燃剤、マスターバッチ、強化繊維など)を加えることができます。
主な要件: シートの性能に影響を与える不純物を避けるために、原材料は純度、分子量分布、その他の指標を満たしている必要があります。
原料の乾燥
PA樹脂は吸湿性が強いため、熱風乾燥機または真空乾燥機による前処理が必要です。
乾燥温度:80〜120℃(PA6は一般的に80〜100℃、PA66は100〜120℃など、PAの種類に応じて調整します)。
乾燥時間: 4 ~ 8 時間。押出時の気泡や劣化を避けるため、含水率が 0.1% 未満であることを確認してください。
ホットタグ: PAシート押出ライン単軸押出機機
Pa シート押出ライン単軸押出機マシン、中国、メーカー、サプライヤー、工場、卸売、カスタマイズされた、品質
関連カテゴリー
シート設備
ソフトドアカーテンマシン
ボード設備
カーマット生産ライン
PLA分解性プラスチックシート機械
ルートコントローラーマシン
苗トレイ機
ブリスター包装機
ジオセルマシン
プラスチックプロファイル生産ライン
パイプ生産ライン
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。








